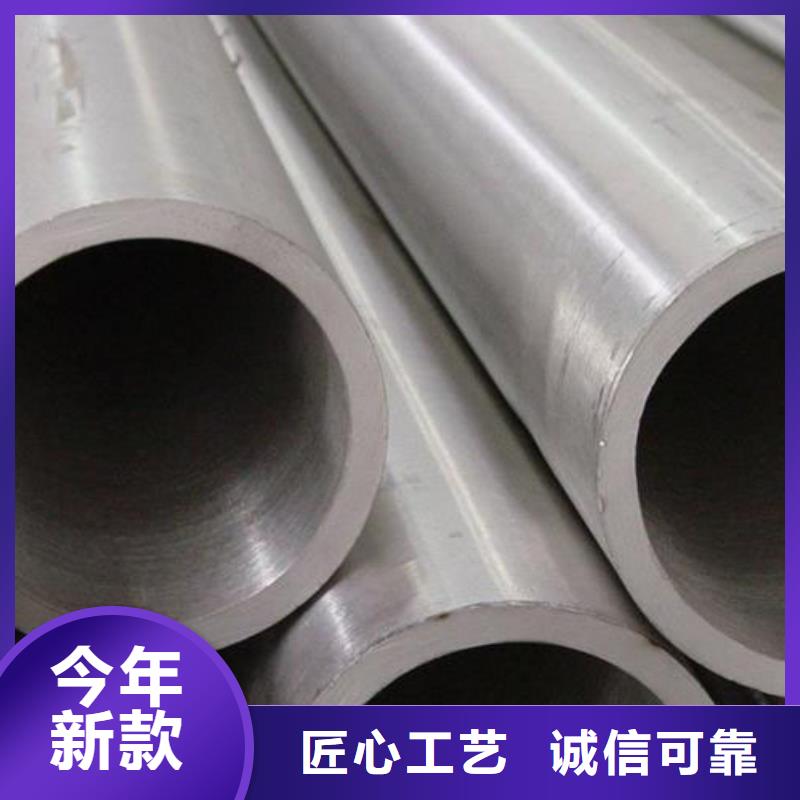

走进真实的场景,感受产品的独特魅力!我们的【不锈钢管】镀锌钢板供货及时视频将带您深入了解产品的每一个细节,让您对其优点和特点一目了然。
以下是:【不锈钢管】镀锌钢板供货及时的图文介绍

面向未来,云南国耀宏业钢铁有限公司将继续以为用户创造价值为己任,以【镀锌钢板】产品质量为核心、以优质服务为重点,以精细化管理为保障,以创新驱动为动力,追求市场较大化,与海内外客商一道,携手并进,在发展中共赢,在共赢中发展,努力实现融通天下!


多层焊时,每焊完一层要清除焊渣,层间温度应低于60℃与腐蚀介质的焊缝,为防止由于重复加热而降低耐腐蚀性,应焊接。焊后可采取强制冷却措施,加速接头冷却。焊接开始时,不要在焊件上随便引弧,以免损伤焊件表面,影响耐腐蚀性。
常用方法是采用手弧焊封底,并用纯铜板垫、 垫和焊剂垫等。(三)18-8奥氏体不锈钢管的钨极氩弧焊工艺:18-8奥氏体不锈钢管的钨极氩弧焊适宜于厚度不超过8mm的板结构,适宜于厚度在3mm以下的薄板、直径在60mm以下的管子以及厚件的打底焊。
(四)18-8奥氏体不锈钢管的熔化极氩弧焊工艺:18-8奥氏体不锈钢管采用熔化极氩弧焊时,若使用纯作为保护气体会引起一系列困难,正确的焊接做法是采用氧化性混合气体作保护气体,即在纯中加入少量氧气或CO2气体。
钨极氩弧焊电弧的热功率低,所以焊接速度较慢,约为手弧焊速度的1/2~1/3。因此,焊接接头冷却过程中在危险温度区停留的时间长,耐腐蚀性能较差。焊接厚板时推荐以射流过渡焊接,保护气体的质量分数为Ar98%+O22%。




焊接不锈钢管过程中,熔化金属自坡口背面流出而形成穿孔的缺陷,叫烧穿。烧穿不仅影响焊缝外观,而且使该处焊缝的强度显著减弱,还可能造成凸瘤。所以在焊接不锈钢管过程中,应尽量避免烧穿缺陷的产生。产生原因:主要由于焊接参数选择不当,操作工艺不良,或者不锈钢管装配不好,接头处间隙过大或钝边太薄;火焰功率太大。
机器的功率、速度及其工作规范的压力和温度的日益,是近代机器制造工业的发展特点。不久前汽轮发电机(把热能和机械能转变为电能的机器)的功率还没有超过10000~25000千瓦。现在它的功率已经达到了-千瓦。在古比雪夫水电站上安装的每一台水轮机的功率是千瓦。
不锈钢管压力加工所采用的压力机(锻造、模锻、等等)的压力不久前通常都不超过5000-10000吨,只有在极个别情况下才制造和使用较大功率的压力机。在现代的压力机中,压力已经达到了5吨。这样的机器能够在一个或几个压力加工工序中个别大尺寸和形状复杂的机器零件,省略了很多切削加工工序。
为了满足这些要求,冶金学家和金属学家们正在研究很多在高温下具有高强度或很大化学性的新合金——所谓耐热和热性合金;这种优良金属例如钴的生产了日益的发展,钛的比重几乎比钢轻一半且具有很高的强度;寻找强化不锈钢管和合金的、并使其耐磨性、耐蚀性等等的新的有效方法。
机器的功率、速度及其工作规范的压力和温度的日益,是近代机器制造工业的发展特点。不久前汽轮发电机(把热能和机械能转变为电能的机器)的功率还没有超过10000~25000千瓦。现在它的功率已经达到了-千瓦。在古比雪夫水电站上安装的每一台水轮机的功率是千瓦。
不锈钢管压力加工所采用的压力机(锻造、模锻、等等)的压力不久前通常都不超过5000-10000吨,只有在极个别情况下才制造和使用较大功率的压力机。在现代的压力机中,压力已经达到了5吨。这样的机器能够在一个或几个压力加工工序中个别大尺寸和形状复杂的机器零件,省略了很多切削加工工序。
为了满足这些要求,冶金学家和金属学家们正在研究很多在高温下具有高强度或很大化学性的新合金——所谓耐热和热性合金;这种优良金属例如钴的生产了日益的发展,钛的比重几乎比钢轻一半且具有很高的强度;寻找强化不锈钢管和合金的、并使其耐磨性、耐蚀性等等的新的有效方法。


